
磁流變拋光(MRF)是一種依賴磁流變效應(yīng)來實現(xiàn)材料去除的半固結(jié)磨料加工方式,它通過控制磁流變拋光液的形狀和屈服應(yīng)力以實現(xiàn)對平面或曲面的低損傷加工,具有幾乎不產(chǎn)生表面及亞表面損傷的特點,因而常常被應(yīng)用于加工精度要求很高的超精密領(lǐng)域內(nèi)。為更好的提高加工效率、獲得更好的表面質(zhì)量,目前衍生出了幾種新型的磁流變加工方式。接下來,小編將為大家進行集中的介紹。

磁流變拋光原理圖(圖源:文獻1)
磁流變拋光的去除原理
磁流變拋光技術(shù)主要包括磁場發(fā)生裝置、磁流變拋光液和磁流變拋光工藝三大部分。磁流變拋光液是將拋光磨粒加入磁流變液中混合制成。在毫秒內(nèi),磁流變拋光液從牛頓流體向賓漢流體轉(zhuǎn)變,同時轉(zhuǎn)變過程具有可逆性。在無磁場條件下,顆粒分散在載液中;在磁場的作用下,磁性顆粒沿磁感線方向排列形成網(wǎng)狀鏈,同時磁性粒子作用于拋光磨粒。加磁后,拋光液形成多條磁鏈,磁鏈之間形成網(wǎng)狀結(jié)構(gòu)。磁場發(fā)生裝置產(chǎn)生磁場區(qū)域,覆蓋樣件加工面。在磁場發(fā)生裝置的有效磁場區(qū)域內(nèi),拋光液形成磁鏈拋光刷,工件與磁流變拋光液切向作用,磁鏈與工件充分接觸,同時工件與磁流變拋光液做相對摩擦運動,從而達(dá)到拋光效果。

加磁后磁流變拋光作用機理(圖源:文獻2)
新型磁流變拋光加工方式
1、化學(xué)輔助磁流變拋光技術(shù)

原理圖(圖源:文獻3)
化學(xué)輔助磁流變拋光是一種結(jié)合了化學(xué)機械拋光和磁流變拋光技術(shù)優(yōu)點的新型高精度表面處理技術(shù),其主要是通過控制加工參數(shù)改變磁流變液特性對材料進行確定性的高精度和高光潔度的表面光整加工,并且不會產(chǎn)生亞表面損傷。磁流變液中的化學(xué)環(huán)境可使材料表面產(chǎn)生有利于拋光去除過程的化學(xué)反應(yīng),提高了材料去除效率。磁流變流體也可以根據(jù)工件表面形貌和材料特性自適應(yīng)地調(diào)整自身形狀,因此可適應(yīng)不同的加工要求和工件形狀。
李伊倫等提出基于二氧化硅包覆四氧化三鐵(Fe3O4@SiO2)殼核結(jié)構(gòu)磁性復(fù)合磨粒的化學(xué)輔助磁流變拋光工藝,并進行6061鋁合金平面材料的單因素拋光試驗。結(jié)果表明,當(dāng)主軸轉(zhuǎn)速為600r/min、拋光間隙為3mm、進給速度為80mm/min、拋光時間為40min是最優(yōu)參數(shù)組,在此參數(shù)下拋光6061鋁合金,獲得了Ra=0.02μm的超光整表面。對比同參數(shù)下傳統(tǒng)磁流變拋光后的鋁合金表面,因磨粒分布不均導(dǎo)致的表面細(xì)小劃痕得到改善。
2、磁流變電解復(fù)合拋光技術(shù)

鈦合金人工關(guān)節(jié)假體的磁流變電解復(fù)合拋光加工原理(圖源:文獻4)
磁流變電解復(fù)合拋光是一種結(jié)合電解拋光和磁流變拋光的新型表面處理方法。工件端通過碳刷與直流電源正極形成穩(wěn)定連接,拋光裝置的刀柄連接至電源負(fù)極,電解液經(jīng)由軟管輸送至加工區(qū)域,在通電后,依靠電解液的導(dǎo)電性實現(xiàn)電路通路。陽極加工區(qū)域的鈦基體在強氧化性電解質(zhì)的促進下,發(fā)生氧化反應(yīng)生成鈍化層,而鈍化層被磨粒機械去除,使其下的鈦基體繼續(xù)暴露在電解液中,實現(xiàn)“鈍化層生成”“磨粒去除”和“鈍化層再生成”的循環(huán)過程,避免了鈍化層生成導(dǎo)致的電解效率降低的問題,同時,流動的電解液將磨粒碎屑、破碎鈍化層等雜質(zhì)帶離加工區(qū)域,提高了拋光過程的穩(wěn)定性。
梁志強等針對鈦合金結(jié)構(gòu)件高質(zhì)高效拋光需求,提出了磁流變電解復(fù)合拋光新方法,實驗發(fā)現(xiàn)在加工電壓為0.1V時,鈦合金加工后表面粗糙度達(dá)到最小,而后隨著加工電壓的增大,加工區(qū)域表面粗糙度呈現(xiàn)增大趨勢;隨著加工間隙的增大,鈦合金拋光表面粗糙度呈現(xiàn)先減小后增大的趨勢;隨著拋光工具轉(zhuǎn)速增大,鈦合金加工后表面粗糙度先減小后增大。相比于單一的磁流變拋光,磁流變電解復(fù)合拋光鈦合金90min,可使表面粗糙度從初始323nm降低至15nm,加工效率提高了62.5%。
3、振動輔助磁流變拋光技術(shù)

原理圖(圖源:文獻5)
振動輔助磁流變拋光是將振動輔助加工方法與磁流變拋光方法相結(jié)合,通過振動場、磁場和流場之間的耦合作用來提高磁流變的拋光效果。二維振動輔助裝置通過夾具帶動工件和進行非諧振運動,從而提高磁流變拋光液中懸浮顆粒的分散程度,增加了工件和磨料之間的相對運動,提高了磨料運動軌跡的復(fù)雜程度,進而提高磁流變拋光的拋光力和材料去除率。
Jiang等人探究了有無超聲振動對磁性復(fù)合液拋光的能耗影響,估算了黃銅H62加工過程中超聲振動對拋光耗能和表面粗糙度的影響,實驗結(jié)果表明,超聲振動的引入將節(jié)能率提高至91.72%,表面粗糙度降低到0.01μm,驗證了超聲振動輔助磁性復(fù)合液拋光方法對黃銅進行綠色制造的可行性。
4、磁流變射流拋光技術(shù)

流體和工件之間的作用區(qū)域劃分(圖源:文獻6)
磁流變射流拋光技術(shù)是一種結(jié)合射流拋光和磁流變拋光特點的超精密加工方法,它主要是通過在噴嘴出口處施加磁場,使磁流變液產(chǎn)生磁流變效應(yīng),流體粘度瞬時增加,從噴嘴噴出的磁流變液在運動過程中高度準(zhǔn)直且穩(wěn)定,直到撞擊工件表面。作為一種非接觸式的柔性拋光技術(shù),磁流變射流拋光技術(shù)能夠在工件表面產(chǎn)生確定性的拋光點,而其加工表面的材料去除率和表面粗糙度都和射流束速度呈正比關(guān)系,因此需要根據(jù)所需的表面加工精度選取合適的射流速度。
5、超聲輔助磁流變拋光技術(shù)
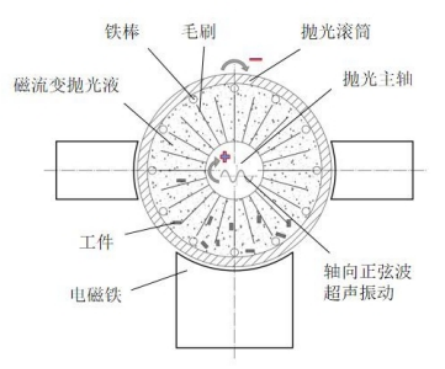
超聲輔助磁流變加工原理圖(圖源:文獻7)
超聲輔助磁流變拋光技術(shù)是利用磁流變拋光液在毛刷上形成磁刷,將超聲振動作為外加的振動源,給工件表面施加一定的壓力,增大拋光的總壓力,從而實現(xiàn)工件表面高質(zhì)量、高效率拋光的方法。毛刷在電磁鐵勵磁環(huán)境下被磁化,使磁流變拋光液在其表面形成磁刷,在主軸與滾筒的相互轉(zhuǎn)動下,磁刷與被加工工件表面發(fā)生復(fù)雜相對運動,以實現(xiàn)材料的剪切去除;拋光主軸在超聲振動系統(tǒng)的輔助下產(chǎn)生軸向正弦波超聲振動,使主軸帶動毛刷在磁流變拋光液中產(chǎn)生高頻超聲振動,迫使著磁流變拋光液中的拋光磨粒不斷撞擊被加工工件表面,在磁刷研磨與振動/旋轉(zhuǎn)控制的共同作用下,實現(xiàn)對工件的拋光。雖然超聲輔助磁流變拋光技術(shù)使小加工范圍內(nèi)材料分布更加集中,達(dá)到更高的加工效率,但是加工的表面質(zhì)量并沒有明顯改善甚至還略有下降。
參考文獻:
1、劉宇陽.上盤式磁流變拋光裝備研制及工藝研究[D].長春工業(yè)大學(xué).
2、鄭城.面向氧化鋁陶瓷基片的磁流變拋光技術(shù)研究[D].福建工程學(xué)院.
3、戴立達(dá),張爭艷,喬國朝.磁流變拋光技術(shù)研究進展[J].機械設(shè)計與制造.
4、梁志強,蘇志朋,胡雨童,等.鈦合金結(jié)構(gòu)件磁流變電解復(fù)合拋光試驗研究[J].表面技術(shù).
5、周偉東.振動磁流變復(fù)合拋光鋁基碳化硅加工機理研究[D].長春工業(yè)大學(xué).
6、杜紅廣.超聲磁流變微射流拋光新方法及其裝置研究[D].長春工業(yè)大學(xué).
7、紀(jì)阿祥.醫(yī)用鈦合金微小件超聲輔助磁流變拋光關(guān)鍵技術(shù)研究[D].浙江科技學(xué)院.
粉體圈整理

作者:粉體圈
總閱讀量:519供應(yīng)信息
采購需求


