
作為電子工業中最常用的基板材料,氧化鋁陶瓷基板具有良好的絕緣性、化學性質穩定,熱導率高,高頻性好等特性,往往用作電子元器件的基底,起支撐和散熱、絕緣作用。為了滿足市場龐大的需求量,氧化鋁陶瓷基板通常采用工藝簡單、可實現連續化的流延成型法制備。具體而言,具有一定粘度的流延漿料會在膜帶的牽引下,經過流延、干燥剪裁、多層疊片、等溫靜壓處理、燒結等多道復雜工序后,得到氧化鋁陶瓷基板。在這個過程中,原料配方、流延膜帶厚度以及脫粘燒結工藝參數等是制備過程的關鍵,其控制是否妥當會影響最終基板的厚度及厚度均勻性、外觀質量和表面粗糙等工程應用指標,進而影響產品的整體性能表現。以下就從原料優化和工藝控制兩方面來探討如何把控氧化鋁陶瓷基板流延成型中的制備要點,生產出高性能的氧化鋁陶瓷基板。

漿料優化
氧化鋁流延漿料的主要組成為氧化鋁陶瓷粉體和溶劑、粘結劑、分散劑等。陶瓷粉體的物理外觀參數是決定產品最終質量的關鍵,而添加劑和溶劑則賦予了流延漿料特有的流變和分散性能。

1、氧化鋁陶瓷粉如何選?
氧化鋁粉體作為流延漿料的主相,其顆粒尺寸、粒度分布以及粉體的結晶形貌都對后續流延工藝的控制以及流延成品的導熱性、電阻率、介電常數、化學穩定性以及機械強度等有著很大的影響,在選擇氧化鋁粉體對流延成型的影響應該考慮:
(1)純度:漿料原料一般要求氧化鋁的含量在95%以上,若存在的雜質較多將會對成品的外觀、收縮率、微觀結構甚至使用性能產生較大的影響,如采用夾帶游離Fe顆粒的A12O3陶瓷騰粉體,在陶瓷燒結過程中,會在陶瓷內部或表面顯色,出現紅色或黑色的斑點,不但使得成品存在表觀性缺陷,而且還會影響其絕緣性能。

存在暗斑的氧化鋁陶瓷基板
(2)粉體尺寸和比表面積:流延成型中所用氧化鋁粉體尺寸通常要求在0.3-1.7μm范圍內,比表面積為2-11m2/g。粉體的粒徑越小,則表面積與表面能越高,能夠為流延膜的致密化提供更大的驅動力,從而提高成品的致密度;但在另一方面,粉體的粒徑越小漿料所需的包裹在粉體顆粒外面的分散劑、粘結劑等添加劑就越多,不僅會使漿料流動性變差,影響后續排膠過程,還會導致陶瓷燒結收縮率增加,燒結體密度減小。
(3)粉體形貌:氧化鋁粉體有球形、片狀、纖維狀、不規則狀等多種形貌,一般來說,球形顆粒表面光滑、流動性較好,所制成的成品致密度會更高,而非球形顆粒燒結后,粉體間會存在間隙,影響成品的致密化燒結。

多種形貌的氧化鋁粉體(片狀、球形、纖維)
(4)分散性:為了提升粉體在漿料的分散性,除了適當添加分散劑外,還可以通過改變粉體自身的特性來解決分散性問題。通過適當的對粉體表面進行改性處理可大大的提高漿料的分散性能和流變性能。
2、溶劑如何選?
溶劑的主要作用是溶解并使得各組分形成均勻一體的漿料,其揮發性影響著生坯的干燥速度,與生產能力緊密相關,因此選擇揮發性快且在干燥時瞬時蒸發的溶劑是最佳選擇。不過由于單一的有機溶劑無法滿足后續的梯度升溫干燥工藝,且使用單一的有機溶劑極易出現應力開裂和漿料表層起皮現象,因此通常選擇水、乙醇、甲苯、三氯乙烷、丙酮或者幾種溶劑組合。

常用溶劑體系及效果[2]
3、添加劑怎么選?
粘結劑:作為整個系統中最重要的有機添加劑,粘結劑可以包裹住粉體,在粉體之間構建一個三維網絡,為陶瓷薄片提供強度和韌性。在粘結劑種類的選擇上,要求必須能夠溶解于選用的溶劑,目前常用的粘結劑種類有聚乙烯、聚乙烯醇、聚乙烯醇縮丁醛、甲基纖維素等,而至于粘結劑的添加量,則需要綜合考慮流延生坯的表觀形貌、加工特性,以及脫脂后的氣孔率對產品性能的影響,粘結劑越多,不僅不易脫脂排膠還會導致陶瓷薄片的生坯密度降低。高溫燒結后生坯產生過多的孔洞,導致陶瓷薄片收縮率增大;而含量過低則無法為粉體提供有效粘結,影響成品機械性能。
增塑劑:在漿料中加入粘結劑雖然增加了流延膜的抗拉強度,但并沒有增加流延膜的彎曲強度,因此在漿料中加入適量的增塑劑,可使粘結劑的塑限溫度降低,在室溫下具有優良的柔韌性以及可加工性,從而緩解流延膜干燥后韌性不足等問題;另一方面,增塑劑可以起到潤滑與連接的作用,提高漿料的穩定性。但加入增塑劑會降低流延膜的強度,因此在保證性能的前提下,盡量減少增塑劑的添加,且所加入的增塑劑要具有穩定的物理與化學性能,與漿料其他組分具有良好的匹配性。

常用粘結劑對應增塑劑
分散劑:在漿料配制過程中,粉體的分散性尤為重要,顆粒與顆粒之間良好的分散性是制備密度均一的氧化鋁陶瓷基板的關鍵。分散劑可以通過對粉體的靜電位阻與空間位阻作用,使得氧化鋁顆粒在漿料中懸浮,達到分散穩定的目的。分散劑的含量和種類需要根據不同的漿料體系來選擇,常用的分散劑包括無機分散劑(硅酸鈉、偏硅酸鈉、氫氧化銨)、有機分散劑(甘油酯、脂肪酸胺)、高分子聚合物分散劑(聚乙烯亞胺、聚甲基丙烯酸)以及復合分散劑等,在含量的添加上,則取決于氧化鋁粉體的粒徑,較細的顆粒由于其較高的表面能往往需要更多的分散劑用量。
工藝制備要點
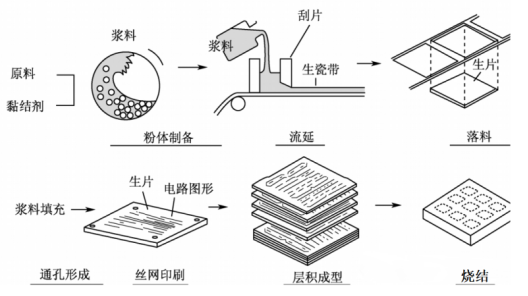
流延成型工藝流程圖
1、流延膜帶厚度的控制
單層流延膜片的厚度影響到最終基板的厚度公差,一般來說,流延膜片厚度除了受漿料狀態的影響,還與流延刀口的高度有關,在漿料固含量確定之后,流延刀口高度和干膜片厚度之間的關系影響了最終產品的厚度。由于漿料具有一定的鋪展能力,流延時若采用相同的刮刀間隙流延膜總是出現中心部分較厚而兩側較薄的現象,因此當流延膜厚度公差要求較高時,可以采用可調刮刀刃面曲線的流延機,并將流延的速度控制在固定的數值,即勻速直線運動通常厚的流延生帶需要慢速,而薄的流延生帶需要快速流延。

來源:[1]王平,王正娟,何飛.高純氧化鋁基板的制備要點與宇航應用驗證實踐[J].空間電子技術,2023,20(02):105-111.
2、干燥工藝過程的控制
由于流延漿料具有一定粘度,在載體膜上流延后易與其粘連,流延后要完全干燥才能使生坯帶具有一定強度,并從載體膜上完整剝離下來。在干燥的過程中,隨著粉體顆粒間的溶液逐漸減少,生坯片體積收縮,生坯片內部會產生一定的應力,一旦該應力超過臨界數值,生坯片會出現開裂、翹曲等情況,而且如果干燥速度過快,溶劑的快速揮發也會導致坯體上下比重不一,因此制定合適的干燥工藝對干燥的過程十分重要。

干燥過程控制(來源:焦作真節能)
在生坯帶的干燥過程中,由于生坯體表面液相膜蒸發的速率遠遠大于溶劑從漿料內部擴散至表面的速率,所以通常需要根據膜片狀態制定恒速干燥與降速干燥兩個階段。恒速干燥階段主要是用于蒸發坯體上覆蓋著的液相膜,所以干燥速率應該恒為生坯片表面溶劑蒸發的速率。
當表面液相膜干燥完成時,干燥過程由生坯片表面進入到內部進行,干燥速率主要由漿料內部的溶劑擴散到表面的速率控制,因此干燥速率應當開始逐漸變慢,即進入降速干燥階段。
3、外觀及平整度的控制
良好的外觀和平整度是高純氧化鋁基板工程應用的基礎。影響基板外觀和平整度的因素很多,其中疊層、排膠和燒結是關鍵環節。
疊層工藝控制:
為了避免流延膜片在疊層和溫等靜壓處理過程中素坯片出現表面缺陷和平整度問題,疊層時必須控制溫度、壓力和時間等基本參數,溫度的選擇主要考慮加入有機添加劑后的玻璃轉化溫度,以及產品疊層厚度和數量,保證所有陶瓷薄片受熱均勻。壓力的選擇則主要考慮層與層之間緊密接觸達到成型要求,且壓力不會使陶瓷薄片變形影響最終尺寸。
排膠工藝控制:
排膠工藝的目的是通過熱處理去除素坯內的有機物。為保證有機物完全去除,同時素坯脫粘過程的翹曲和開裂問題,需要綜合考慮坯料的組成及性質、有機黏合劑的種類及用量、坯體的規格、尺寸等,制定的合適的脫粘溫升曲線。
燒結工藝控制:
燒結一般來說是借助熱的作用使粉體發生分子或者原子在固體狀態中的相互吸引,經過物質的遷移使粉體產生強度并導致致密化和再結晶的過程,因此該工藝在很大程度上影響到基板的性能指標,包括體積密度、晶粒尺寸和分布、外觀、尺寸、平整度、表面粗糙度以及抗折強度等。在這個過程中應當根據氧化鋁坯體的厚度、尺寸制定合適的燒結溫度和升降溫曲線,避免過快的升降溫速率導致陶瓷材料內部產生較大的熱應力,引起材料開裂和變形,同時也避免過高的溫度和過長的保溫時間使晶粒異常長大。
參考文獻:
1、歐陽雪瓊,黎達,王興軍等.影響陶瓷材料流延成型的關鍵因素[J].佛山陶瓷.
2、王平,王正娟,何飛.高純氧化鋁基板的制備要點與宇航應用驗證實踐[J].空間電子技術.
3、崔唐茵,劉鎮,魏春城.流延成型技術制備陶瓷薄片的研究現狀[J].中國陶瓷工業.
4、歐陽雪瓊,黎達,王興軍等.影響陶瓷材料流延成型的關鍵因素[J].佛山陶瓷.
粉體圈Corange整理
本文為粉體圈原創作品,未經許可,不得轉載,也不得歪曲、篡改或復制本文內容,否則本公司將依法追究法律責任。

作者:粉體圈
總閱讀量:1802供應信息
采購需求


